
News
最新快訊
最新快訊
致力于優(yōu)質(zhì)鋁合金型材的開發(fā)與生產(chǎn),滿足市場的需求!
盡我們最大的努力,使我們的客戶與我們共享利益!
致力于優(yōu)質(zhì)鋁合金型材的開發(fā)與生產(chǎn),滿足市場的需求!
盡我們最大的努力,使我們的客戶與我們共享利益!
與正向擠壓相比,反向擠壓可降低擠壓力30~40 (有些資料介紹達(dá)50 ),提高擠壓速度0,5~1倍,提高成品率10~20,制品的尺寸精度高,組織和性能均勻口 ]。對(duì)于航空、航天、兵器以及機(jī)械制造等工業(yè)部門要求組織和性能均勻,嚴(yán)格控制粗晶環(huán)映陷的產(chǎn)品來說,反向擠壓具有非常大的優(yōu)勢(shì),日益受到各國擠壓界的重視。然而,眾所周知,反向擠壓也有其明顯的不足 。在擠壓過程中,錠坯與擠壓筒之間無摩擦形成的死區(qū)很小,難以對(duì)錠坯表面上的雜質(zhì)、臟物及缺陷等起阻滯作用,導(dǎo)致制品表面出現(xiàn)起皮、氣泡等缺陷,降低了擠壓制品的表面質(zhì)量。
本文分析了反向擠壓時(shí)金屬變形流動(dòng)的特點(diǎn),從模具設(shè)計(jì)角度探討了如何增大“死 區(qū)”,改善制品的表面質(zhì)量。

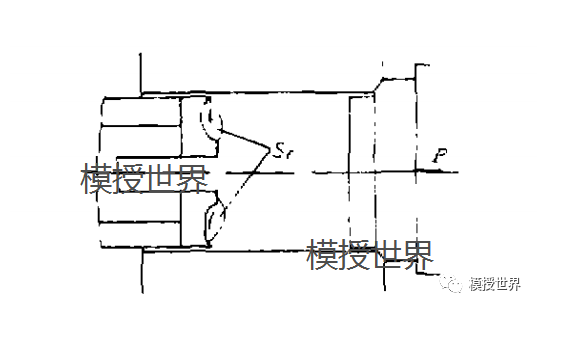
在正向擠壓時(shí),位于模子與擠壓筒交界的環(huán)形區(qū)域的金屬,由于受到擠壓筒和模子端面的摩擦及冷卻作用,變形抗力增高,承受的摩擦阻力大,在基本擠壓階段不參與流動(dòng),形成了一個(gè)前端難變形區(qū),即所謂的“死 區(qū)” (如 圖 1中 S:所示 )。死區(qū)的存在,能夠阻礙錠坯表面的雜質(zhì)、臟物及缺陷等進(jìn)入變形區(qū)壓縮錐,有利于提高擠壓制品的表面質(zhì)量,死區(qū)越大,效果越好。圖 1 正向擠壓死區(qū) (S )示意圖
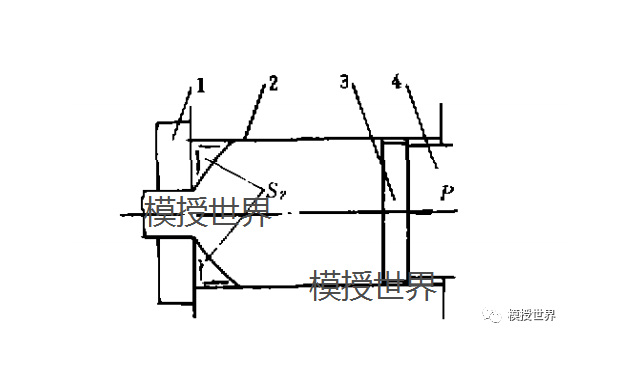
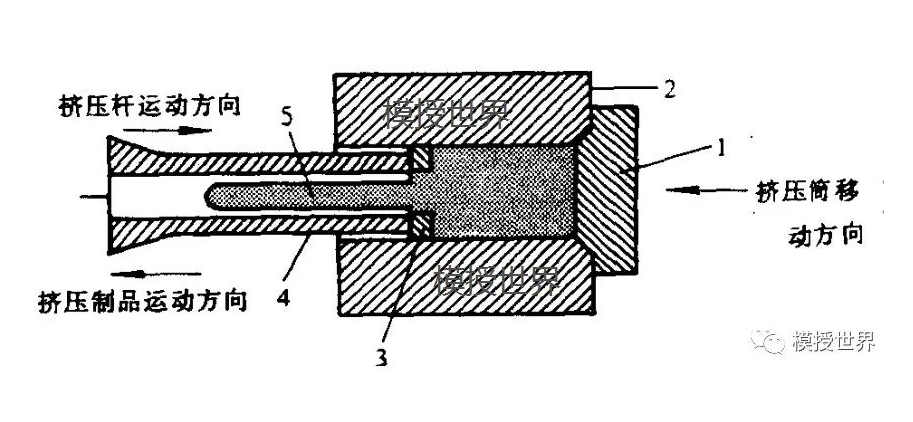
但在反向擠壓時(shí) (如圖 2所示),模子及模子軸固定不動(dòng),連接在主柱塞前端的堵頭緊靠在擠壓筒的后面,通過擠壓墊推動(dòng)錠坯與擠壓筒同步前進(jìn) 。由于錠坯與擠壓筒之間無相對(duì)運(yùn)動(dòng),故錠坯表面與擠壓簡壁間不存在摩擦,塑性變形區(qū)很小 (壓縮錐高度小 )且集中在模孔附近,變形區(qū)后面的金屬不發(fā)生任何變形。變形區(qū)形狀近似于圓筒形,筒底為曲面且曲率半徑很大。錠坯邊部無激烈摩擦而產(chǎn)生的剪切變形層,不存在錠坯中心層與周邊層區(qū)域間的相對(duì)位移,金屬流動(dòng)較正向擠壓時(shí)均勻得多。在塑性變形區(qū)中,模子對(duì)金屬作用的力使得金屬表面層承受擠壓筒壁作用的摩擦力,其方向與金屬流出模孔的方向一致,只有模面的摩擦阻力及冷卻作用而產(chǎn)生了一個(gè)薄層的“死 區(qū)”(如圖2中S所示 )由于反向擠壓形成的死區(qū)很小,難以對(duì) 錠坯表面層的雜質(zhì) 、臟物及缺陷等起到阻滯作用,使其流出模孔進(jìn)入制品表面,形成起皮和氣泡,在低倍組織上出現(xiàn)成層 。根據(jù)在5OMN擠壓機(jī)的 ?420 mm 擠壓筒上,用平模 (如圖2所示 )反向擠壓2Al1、2A12、2A50、7A04臺(tái)金棒材的實(shí)踐,單孔反擠? 95~160mm棒材 。成層深度為0.1~1.0 mm:多孔反擠如 ?55~90 mm棒材 ,成層深度為0.2~0.6 mm。
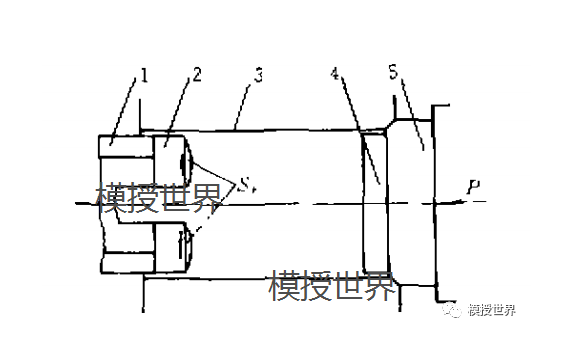
通常反向擠壓使用的模子均為平模,其死區(qū)的形成主要是由于模子端面有限的摩擦和冷卻作用,死區(qū)很小。且模子端面越光滑,死區(qū)就越小,如圖3所示,模具設(shè)計(jì)時(shí)在其工作端面上。
設(shè)計(jì)一個(gè)凸臺(tái)。由于這個(gè)凸臺(tái)的阻擋作用,擠壓過程中、在模子端面處就 會(huì)形成一個(gè)較大的死區(qū),從而增大了死區(qū)的體積。凸臺(tái)就象大壩一樣,將從邊部流向模孔方向來的錠坯表面層的雜質(zhì)、臟物及缺陷等擋在下邊,能有教的阻滯其流出模孔進(jìn)人制品表面,在擠壓結(jié)束時(shí),隨著壓余被切除。根據(jù)實(shí)驗(yàn),采用這種結(jié)構(gòu)形式的模子,單孔反擠2A12合金,? l2O mm棒 材.其表面質(zhì)量良好,低倍組織設(shè)有發(fā)現(xiàn)成層 。但這種結(jié)構(gòu)的模子分離殘料較平模困難 (特別是利用沖頭分離殘料時(shí) ),殘料也多。
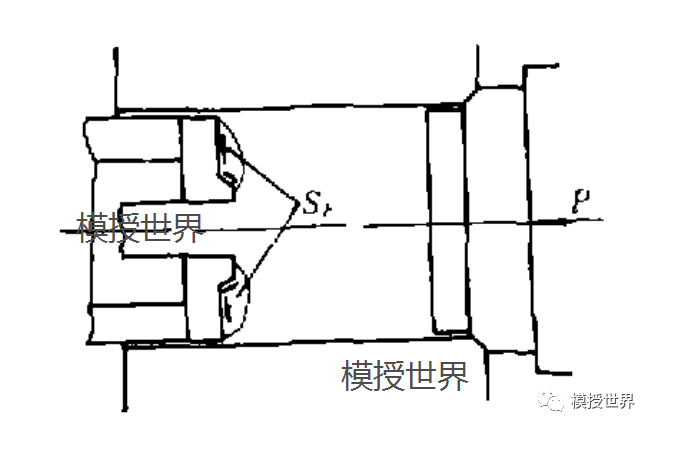
如圖4所示,模具設(shè)計(jì)時(shí)將模子工作端面設(shè)計(jì)成帶有一定錐角的斜面。這個(gè)斜面對(duì)金屬產(chǎn)生的摩擦阻力可分解為兩個(gè)方向的分力:一個(gè)是垂直于金屬從模孔流出的方向,指向擠壓筒壁;另一個(gè)與金屬從模孔流出方向平行,方向相同。由于沿?cái)D壓方向的分力,其方向與金屬流出模孔的方向相同,迫使金屬不能沿著模面向后產(chǎn)生倒流 。從而在模子端面上也 可以形成一個(gè)較大的死區(qū),阻滯錠坯表面層的雜質(zhì)、臟物及缺陷等進(jìn)入模孔流向制品表面 。這種結(jié)構(gòu)的模子分離殘料較帶凸臺(tái)模子容易,但是也由于這個(gè)分力的作用,在擠壓過程中金屬易從模子與擠壓筒內(nèi)孔的間隙中流出,擠壓結(jié)束后,不利于模子從擠壓筒中退出(實(shí)際為模子不動(dòng),擠壓筒后退 ),且需增加清筒操作次數(shù),影響生產(chǎn)效率 。
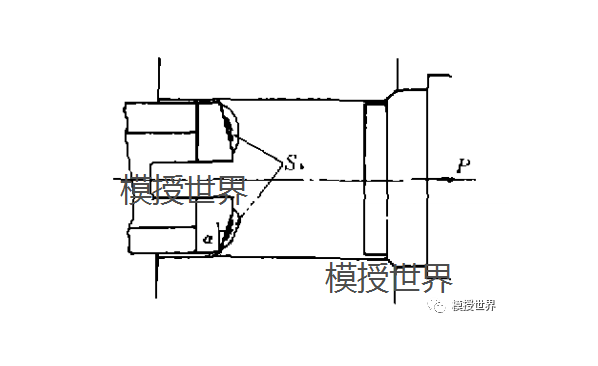
如圖5所示,模具設(shè)計(jì)時(shí),將其工作端面的邊部設(shè)計(jì)成碗形,也可以形成一個(gè)較大的死區(qū)。擠壓時(shí),將錠坯表面層的雜質(zhì)、臟物及缺陷等裝入其 中,防止流出模孔進(jìn)入制品表面。擠壓結(jié)束后,髓壓余被切除。而且擠壓時(shí),在變形金屬的作用下,模子端面邊部受壓力后會(huì) 向外產(chǎn)生彈性變形,并將擠壓筒內(nèi)孔密封,防止金屬從模子與擠壓筒的間隙中流出,可減少較為麻煩的清筒操作次數(shù),提高生產(chǎn)效率 。擠壓結(jié)束后,作用在模 子端面上的壓力消失,模子端面形狀又得以恢復(fù),模子與擠壓筒的間隙也得到恢復(fù),有利于模子從擠壓簡中退出 。另外,在模子彈性恢復(fù)力的作用下,也有利于擠壓殘料的分離但是,這種結(jié)構(gòu)的模子,易將氣體封閉在模子端面上,對(duì)制品表面又會(huì)帶來不利影響,需采取專門的排氣措施 。除上述之外,在模具設(shè)計(jì)時(shí),采取其它一些措施也可以增大死區(qū),阻滯錠坯表面層的雜質(zhì)、臟物及缺陷等進(jìn)入變形區(qū)壓縮錐而流向制品表面,改善反向擠壓制品的表面質(zhì)量。如 :增大模子工作端面的粗糙度,增大摩擦,從而可增大死區(qū)的體積。對(duì)模子進(jìn)行降溫處理 (如通循環(huán)水進(jìn)行冷卻 ),可使與模子端面接觸部分的金屬的溫度降低,變形抗力提高,不易產(chǎn)生塑性流動(dòng)。同時(shí),在降低模面溫度的時(shí)候,也會(huì)使出模孔的溫度降低,有利于提高擠壓速度 。

與正向擠壓相比,反向擠壓具有許多優(yōu)點(diǎn),但反向擠壓制品的表面質(zhì)量 比正向擠壓的差是其主要缺點(diǎn)之一。以上提出的反向擠壓模具設(shè)計(jì)方法,均能增大反向擠壓時(shí)的死區(qū)體積,阻礙錠坯表面的雜質(zhì)、臟物及缺陷等進(jìn)入變形區(qū)而流向制品表面,提高反向擠壓制品的表面質(zhì)量 。
鋁加工編輯部:CJM
聲明:本文內(nèi)容來源于模授世界,作者:鄧小民,引用目的在于傳遞更多信息,并不代表本公眾號(hào)贊同其觀點(diǎn)和對(duì)其真實(shí)性負(fù)責(zé)。如涉及作品內(nèi)容、版權(quán)和其它問題,請(qǐng)來電或致函告之,我們將及時(shí)給予處理!
肇慶市高要區(qū)佳美仕工業(yè)貿(mào)易有限公司
GREEN METAL EXPERT ALUMINUM PRODUCTS CO., LTD

電話:0758-8598740

傳真:0758-8598729

郵箱:sales@gmxhk.com

地址:廣東省肇慶市高要區(qū)金利鎮(zhèn)金淘工業(yè)園金成路2號(hào)
Copyright ? 2026 肇慶市高要區(qū)佳美仕工業(yè)貿(mào)易有限公司 All Rights Reserved.
粵ICP備18039185號(hào)  粵公網(wǎng)安備 44128302000306號(hào)
粵公網(wǎng)安備 44128302000306號(hào)
技術(shù)支持: 海納創(chuàng)聯(lián)
海納創(chuàng)聯(lián)
